Производство ПВХ-профиля для окон методом экструзии. Производство ПВХ-профиля
- Производство ПВХ-профиля для окон методом экструзии. Производство ПВХ-профиля
- Производство ПВХ-профиля для натяжных потолков. Бизнес на производстве ПВХ багета
- Экструзионная линия для производства профиля ПВХ. Экструзионная линия для производства ПВХ профиля
- 4м1-16-к4 расшифровка. Формула стеклопакета: расшифровка
- Стекло марки к4. Формула оконного стекла
- Как делают ПВХ профиль. Профиль ПВХ
Производство ПВХ-профиля для окон методом экструзии. Производство ПВХ-профиля

Первые опыты экструзии ПВХ имели место в 1920-х гг., а первые шнековые промышленные экструдеры, предназначенные для переработки термопластических материалов, создали в 1930–40-е гг. Промышленное производство профиля ПВХ для окон появилось в 1950-е гг.
Ведущие производители постэкструзионного и экструзионного оборудования для профиля ПВХ – австрийские фирмы Battenfeld-Cincinnati и Greiner, Technoplast, немецкие компании Krauss Maffei и Weber, итальянские Amut, Bausano, Bandera и Sica. Создание современных экструзионных производств в России началось в 1996.
Как известно, профили ПВХ активно используются при изготовлении, дверей, при декорировании мебели, плинтусов, натяжных потолков и т.п.
Оборудование для производства и его цена
Для производства используется так называемая экструзионная линия.

Цена такого оборудования для производства профиля ПВХ зависит от производимого конечного продукта и производственной мощности линии. Ориентируйтесь на цену в районе 150 тыс. долларов США.
Сам процесс выглядит так:
Технология изготовления
Процесс технологии производства ПВХ-профилей включает такие операции:
1) Аддитивы и ПВХ-смолу погружают в отдельные емкости в системе автоматического дозирования, подачи и смешивания. В такой системе под управлением компьютера соответственно заданному рецепту происходит сверхточное последовательное взвешивание компонентов. Отмеренные порции их прибавляются к тоже предварительно дозированным порциям ПВХ-смолы.
Точность системы столь высока, что при дозе аддитива объемом несколько кг погрешность составляет лишь несколько г.
2) Приготовленную порцию смешивают последовательно в горячем и холодном миксерах, потом при помощи вакуума подают в так наз. промежуточные емкости для дозревания.
3) Далее готовую композицию тоже посредством вакуумной загрузки поступает из промежуточных ёмкостей по распределительной станции в экструдеры, где идёт её плавление и переход её из твёрдого состояния во вязкотекучее до получения высокогомогенизированного однородного расплава ПВХ, который потом нагнетается под давлением в формующую фильеру.
4) Дальше в формующей фильере, которая устанавливается на экструдере, формуется профильная ПВХ-заготовка.
5) На калибровочном столе устанавливают калибровочные ванны мокрого и сухого типа, в которых проводят калибрование профиля и охлаждение его до температуры окружающей среды.
6) Дальше в технологической цепи имеется гусеничное приёмное устройство, в которое интегрирован пильный станок. С помощью тянущего устройства равномерно стягивается профиля в устройство, предназначенное для распиливания профиля на отрезки нужной длины (6,5 м).
6) После прохождения отрезного устройства профиль ПВХ идет на откидной стол, с помощью которого откидывается в накопитель готовых профилей от оси экструзии.
7) Затем готовый профиль упаковывают в палеты и отправляют на склад готовой продукции.
Автоматизированная система управления постоянно контролирует параметры процесса производства профиля ПВХ, чем обеспечивает стабильность качества продукции.
Производство ПВХ-профиля для натяжных потолков. Бизнес на производстве ПВХ багета
Занимаясь благоустройством своего дома, люди все чаще отдают предпочтение натяжным потолкам. И одна из необходимых для монтажа конструкции «деталей» – пластиковый багет. Но далеко не все фирмы, оказывающие подобные услуги, используют при работе багеты собственного производства – необходимое оборудование потребует внушительных капиталовложений. А раз есть устойчивый спрос на изделия, то можно смело приступать к работе, чтобы запустить собственное производство багета для натяжных потолков, приносящее прибыль. Багеты из ПВХ используются не только при монтаже натяжных потолков. Их потолочные и стеновые варианты часто служат основой для декорирования помещений. Каких навыков и оснащения потребует производство ПВХ багета для натяжных потолков?
Наша оценка бизнеса:
Стартовые инвестиции – от 2500000 руб.
Насыщенность рынка – средняя.
Сложность открытия бизнеса – 7/10.
Процесс получения багета на основе ПВХ
Перед тем как оснащать цех, предстоит продумать рецептуру изделий. И несмотря на то, что изделия, по сути, идентичны, для их изготовления могут потребоваться самые разные компоненты. Если есть возможность, к делу лучше привлечь опытного специалиста. В противном случае, придется самостоятельно, методом проб и ошибок, подбирать состав рабочей смеси.
В целом, изготовление багета потребует поставок в цех следующего сырья:
- ПВХ,
- модификаторы,
- стабилизаторы,
- восковые вещества,
- стеарат кальция,
- диоксид титана.
Для получения стенового багета в рецептуру дополнительно добавляется мел.
 Основной компонент – пластиковое сырье. И тут предпринимателям доступны несколько вариантов – либо перерабатывать отходы ПВХ, либо заказать уже полностью готовые к работе смеси. Первый вариант потребует закупить дополнительные станки для производства багетов, перерабатывающие отходы, зато продукция, получаемая на выходе, будет характеризоваться более низкой себестоимостью. На первых порах, чтобы не тратиться на полное оснащение цеха, целесообразней применять ПВХ-гранулы, готовые к дальнейшей переработке.
Основной компонент – пластиковое сырье. И тут предпринимателям доступны несколько вариантов – либо перерабатывать отходы ПВХ, либо заказать уже полностью готовые к работе смеси. Первый вариант потребует закупить дополнительные станки для производства багетов, перерабатывающие отходы, зато продукция, получаемая на выходе, будет характеризоваться более низкой себестоимостью. На первых порах, чтобы не тратиться на полное оснащение цеха, целесообразней применять ПВХ-гранулы, готовые к дальнейшей переработке.
Технология несложна, поскольку линия производства багета автоматизирована.
В целом, процесс можно разделить на несколько этапов:
- Точная дозировка и смешивание всех ингредиентов.
- Растапливание рабочей смеси.
- Охлаждение массы и подача ее в экструдер.
- Вытягивание заготовок.
- Разрезание «полуфабриката на отдельные изделия, согласно заданным параметрам.
- Охлаждение готового багета и отправка его на хранение.
Как оснастить цех?
Чтобы купить оборудование для производства багета потребуется вложить как минимум 1500000 руб. Такая линия, в среднем, будет перерабатывать сырья 30-40 кг/ч – для «молодого» цеха это будут хорошие показатели производительности. Цена оборудования для багета может быть немного снижена в случае с поддержанными станками.
Если планируется в стенах того же цеха перерабатывать и пластиковые отходы, то в бизнес-плане нужно отразить и те траты, что связаны с приобретением дополнительного оборудования. А это как минимум 300000 руб.

Линия для производства ПВХ багета
Производственная линия будет включать в себя следующие машины и аппараты:
- Смеситель с дозатором.
- Экструдер.
- Фильера с калибратором,
- Калибровочный стол,
- Тянущее устройство.
- Отрезное устройство.
- Укладчик.
Чтобы стало возможным выпускать потолочный и стеновой ПВХ багет, необходимо будет найти отдельное помещение. И лучше, если оно будет располагаться в промышленной части населенного пункта подальше от жилого массива, поскольку в цехе будет перерабатываться пластиковое сырье, которое может загрязнять окружающую среду.
Предпринимателя ждут сложности при оформлении бизнеса и получении всех разрешений на ведение деятельности от надзорных органов.
Экструзионная линия для производства профиля ПВХ. Экструзионная линия для производства ПВХ профиля

Экструзионные линии для производства профилей предназначены для производства дверных и оконных профилей, сайдинга, панелей для офиса, панелей для отделки стен и потолков, коробов из ПВХ. Сегодня производство ПВХ-профиля очень востребовано, ведь этот профиль имеет ряд преимуществ: он имеет устойчивость как к высоким температурам, так и к низким, абсолютно не боится влаги, коррозии и не горюч. Кроме того, профиль ПВХ не подвержен воздействию кислоты или щелочи. Этот ПВХ- материал абсолютно безвреден для человека. Именно поэтому изделия из ПВХ-профиля имеют высокую популярность, а следовательно, производство по изготовлению этих ПВХ- профилей – выгодное вложение средств.
Изделия, которые производят из ПВХ, бывают: конструкционными, декоративно-отделочными и особого назначения. К декоративно-отделочным изделиям относят следующие виды изделий: ПВХ профиль для производства окон, плинтуса, галтели, профили используемые при укладке плитки, накладки для ступеней, наличники, перила, уплотнители, стыковочные, соединительные и защитные профили. К конструкционным изделиям относят следующие виды изделий: пластиковый профиль ПВХ, который необходим для каркаса электролизных ванн, для каркаса подвесного потолка, соединительный профиль для крепления стекла в теплице и другие. К особому назначению причисляют те изделия из ПВХ у которых есть вставки из другого материала, это необходимо для выполнения ими установленных функций - профили используемые в холодильном и торговом оборудовании, производстве мебели и другие.
4м1-16-к4 расшифровка. Формула стеклопакета: расшифровка
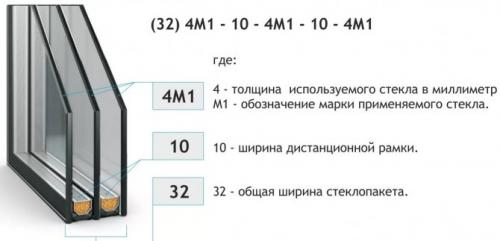
Проводится расшифровка обозначения традиционно – слева направо. Цифры, буквы и числа описывают элементы стеклопакета последовательно, начиная с наружного листа стекла. Первый символ отображает толщину стекла в миллиметрах, иногда добавляют обозначение марки стекла. Затем следует ширина внутренней рамки, далее при наличии, указывается толщина среднего стекла, снова миллиметровка ширины второй рамки, и в заключение – толщина третьего стекла.
Вот пример двухкамерного конструкта: 4 10 4 10 4:
- Здесь цифрами 4 обозначены толщины стекол. Их три: внешнее, промежуточное и внутреннее.
- А число 10, повторяющееся дважды, передает ширину рамок.
Такую схему еще называют стеклопакет 48 мм, и это обычный стандарт окна в России и странах СНГ.
А это наиболее популярный концепт однокамерного исполнения: 4 16 4:
- Как не трудно догадаться, в середине число выражающее ширину рамы.
- А с обеих сторон стоят показатели толщины стекол.
Приведенные формулы предельно упрощены. На практике встречаются более подробные маркировки. Поэтому вопрос важно рассмотреть в деталях.
Формула оконного стекла
Обозначение толщины стекла одной цифрой встречается не чаще, чем развернутое, сопровождаемое дополнительными символами. Наиболее распространено в этом случае дополнение в виде марки стекла. В формуле 4М1-16-4М1 материал описывает фрагмент М1. Это значит, что в стеклопакете применяется стандартное бесцветное листовое стекло высокого качества.
Существуют и другие типы обозначений. Так К-стекло, иначе, распространенное стекло к4, относящееся к энергосберегающим и имеющее напыление из индия и олова, в маркировке будет обозначено как 4K. Здесь цифра указывает толщину в миллиметрах, а буква К передает технологическую составляющую.
Для минимизации риска травм людей при повреждениях стеклопакета, используют листы закаленного стекла, которое разбиваясь образует осколки с тупыми краями. Такой компонент в пакете получает обозначение ESG. Длительно охлаждаемое стекло, прошедшее упрочение в соляном растворе, ударопрочное, но образующее осколки с острыми краями помечается TVG. Другая прочная на излом и термически стойкая разновидность маркируется З или Зак.
Закаленное стекло широко используют для витражного остекления. Но еще чаще применяются многослойный триплекс (обозначается 3.3.1 или 4.4.1 по толщине слоев стекол и пленки), армированное (символ А) или даже бронированное (литера Б) стекло. Это тяжелые материалы, которые требуют для монтажа профиль повышенной прочности.
Встречаются также тонированные массивы, вариации со звукоизолирующими свойствами, мультифункциональные стекла, совмещающие энергосберегающие свойства с солнцезащитными, и многие другие сорта и разновидности.
Более того, появляются новые типы стекол с улучшенными техническими характеристиками. Описать результаты деятельности огромной отрасли в короткой статье невозможно, но общая логика должна быть ясна. Рядом с числом, обозначающим толщину стекла, маркировкой могут указываться его дополнительные характеристики. Узнать точную информацию можно с помощью поиска в интернете.
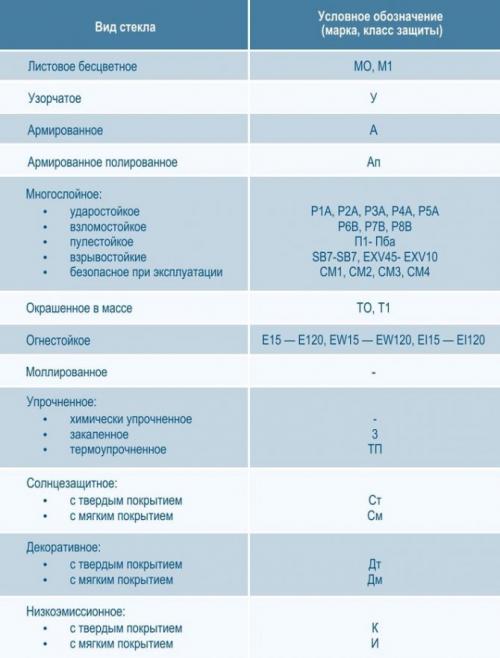
Наиболее распространенные виды стекол и их условное обозначение
Рамки и межкамерное пространство
Дистанционные рамки – традиционный разделитель стеклопакета. Деталь, выполненная только из алюминия, в маркировке не сопровождается какими-либо дополнительными обозначениями. Пишется только ее размер в миллиметрах.
Дистанционные рамки
Когда в конструкции рамки включаются термовставки к числовому обозначению ширины добавляются буквы ТР (терморазрыв) или ТД (тепловая дистанция). Некоторые крупные фирмы предлагают свой вариант технологии. Тогда вместо абривиатуры указывается наименование производителя.
Внутреннее межстекольное пространство занято газом. Если это обычный сухой воздух дополнительных обозначений не наноситься.
Но в случае заполнения камеры инертным газом маркировка предполагает следующие обозначения:
- Xe – ксенон;
- Ar или A – аргон;
- Kr – криптон;
- Sf – серы гексафторид.
Теперь можно попытаться прочитать формулы стеклопакета, максимально приближенные к практике.
Стекло марки к4. Формула оконного стекла
Обозначение толщины стекла одной цифрой встречается не чаще, чем развернутое, сопровождаемое дополнительными символами. Наиболее распространено в этом случае дополнение в виде марки стекла. В формуле 4М1-16-4М1 материал описывает фрагмент М1. Это значит, что в стеклопакете применяется стандартное бесцветное листовое стекло высокого качества.
Существуют и другие типы обозначений. Так К-стекло, иначе, распространенное стекло к4, относящееся к энергосберегающим и имеющее напыление из индия и олова, в маркировке будет обозначено как 4K. Здесь цифра указывает толщину в миллиметрах, а буква К передает технологическую составляющую.
Для минимизации риска травм людей при повреждениях стеклопакета, используют листы закаленного стекла, которое разбиваясь образует осколки с тупыми краями. Такой компонент в пакете получает обозначение ESG. Длительно охлаждаемое стекло, прошедшее упрочение в соляном растворе, ударопрочное, но образующее осколки с острыми краями помечается TVG. Другая прочная на излом и термически стойкая разновидность маркируется З или Зак.
Закаленное стекло широко используют для витражного остекления. Но еще чаще применяются многослойный триплекс (обозначается 3.3.1 или 4.4.1 по толщине слоев стекол и пленки), армированное (символ А) или даже бронированное (литера Б) стекло. Это тяжелые материалы, которые требуют для монтажа профиль повышенной прочности.
Встречаются также тонированные массивы, вариации со звукоизолирующими свойствами, мультифункциональные стекла, совмещающие энергосберегающие свойства с солнцезащитными, и многие другие сорта и разновидности.
Более того, появляются новые типы стекол с улучшенными техническими характеристиками. Описать результаты деятельности огромной отрасли в короткой статье невозможно, но общая логика должна быть ясна. Рядом с числом, обозначающим толщину стекла, маркировкой могут указываться его дополнительные характеристики. Узнать точную информацию можно с помощью поиска в интернете.
Как делают ПВХ профиль. Профиль ПВХ
София Орлова
Профиль ПВХ – это главный элемент пластикового окна, благодаря которому его конструкция обретает прочность и устойчивость.
Изготовленный по экологически безопасным технологиям, он дополнен металлическими креплениями, поэтому профили и стеклопакеты из поливинилхлорида называют металлопластиковыми.
Каждый человек, который собрался установить пластиковые окна, что такое профиль, должен знать досконально. От его состава, способа изготовления, крепления зависит долговечность окна, назначение которого создавать комфорт в доме или квартире, удерживать тепло.
Технология производства и характеристики
Теперь поговорим о том, из чего и как делают профиль для окон. Поливинилхлорид был изобретен в 1931 году. При его получении первоначально использовались углерод, водород и хлор. Вскоре химики поняли, что у нового материала большие перспективы. Вначале из него начали выпускать трубы, но после нашли другие применения.
Постепенно он заменил конструкции окон из дерева и алюминия, поскольку его качества оказались значительно выше.
Технология изготовления его не представляет сложности. Порошок смешивается со специальными добавками-наполнителями. Это:
- полимеры, химические реагенты;
- составы для смягчения;
- пластификаторы и стабилизаторы;
- красящие пигменты.
Значение добавок важно, не случайно доля самого пластика в материале всего 35 процентов.
Затем из смеси формируют элементы, которые бывают разной конструкции. Каждый состоит из нескольких отсеков, которые разделены поперечными перегородками, расположенными внутри. Профиль выполнен таким образом, что остается возможность циркуляции воздуха.
Стеклопакеты высокого качества никогда не желтеют, не шатаются, они прочно держатся в проеме. У них все перегородки одинаковой толщины, также безупречно работает фурнитура.
Профиль ПВХ высокого качества никогда не желтеет
Какие существуют профили
В зависимости от классификации есть такие типы:
- Класс А. Внешние стенки его имеют толщину 2,8 мм, а внутренние – 2,5мм. Они считаются самыми надежными, обладают теплоизоляционными свойствами.
- Класс Б. Толщина внешних и внутренних стенок соответственно 2,5 мм и 2 мм. Они менее долговечные, могут пропускать холод. Но если сам дом утеплен, вполне подходят.
- Класс С. Здесь нет строгих стандартов. Сюда входят “объектные” варианты для нежилых, производственных или складских помещений.
Профиль ПВХ состоит из нескольких отсеков, которые разделены поперечными перегородками, расположенными внутри. Он выполнен таким образом, что остается место для циркуляции воздуха. Каждый отсек (от 3 до 8) имеет значение и нужен для определенной роли. Назовем основные функции.
- обеспечение прочности конструкции;
- отвод накопившейся влаги;
- удерживание фурнитуры.
От ширины профилей зависят виды стеклопакетов: двух-, трех-, четырех-, пяти-, шестикамерные. Речь идет о количестве стекол, которые устанавливаются в них.
Преимущества и особенности профилей ПВХ
Определение “поливинилхлорид” говорит о том, что материал получен химическим способом, он не является натуральным. Поэтому некоторые скептики высказывают опасения, что пластиковые окна опасны.
Это не так. В производстве не используются вредные соединения, а свинец в пассивном состоянии не представляет угрозы. К тому же производители его заменили на цинк и калий. Сегодня из ПВХ делают товары народного потребления, корпуса для системных блоков компьютеров, даже игрушки, медицинское оборудование.
Основные достоинства профилей:
- Герметичность, шумоизоляция, что обеспечивает комфортность и покой.
- Удерживает тепло, поэтому установка пластиковых окон приносит экономический эффект.
- Они не требуют постоянного ухода, их не нужно ежегодно красить или покрывать лаком.
- Моются стеклопакеты с помощью бытовых средств.
- Они считаются не пожароопасными, но от огня дымятся и коробятся.
- Долговечны, не боятся осадков, сильного ветра, ультрафиолета, воздействия агрессивной окружающей среды.
- Выглядят эстетично, не трескаются и не усыхают, как деревянные рамы.
Промышленность выпускает профили ПВХ разного размера и формы (прямоугольные, арка, стрельчатые, круглые), что будет украшением любого жилого и нежилого помещения.